Giunzione per la fabbricazione di saldature con elettrodo manuale E347-16 in acciaio inossidabile






Applicazione
È adatto per la saldatura di acciaio inossidabile al 18%Cr-8%Ni-Nb (SUS347) e acciaio inossidabile al 18%Cr-8%Ni-Ti (sus321) nell'industria petrolchimica, recipienti a pressione, macchinari alimentari, macchinari medicali, fertilizzanti chimici e altre industrie.
Ente di certificazione: ABS、CCS、DNV/GL、CE、JIS

COMPONENTE CHIMICO:
| LEGA(peso%) | C | Mn | Si | Cr | Ni | Mo | P | S | altro | |
| REGOLE GB/T | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-11.0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb:8C-1,00 | |
| REGOLE DELL'AWS | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-11.0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb:8C-1,00 | |
| VALORE DI ESEMPIO | 0,041 | 1,55 | 0,7 | 19.7 | 9.4 | 0,2 | 0,028 | 0,003 | Cu0,13/Nb0,50 | |
PROPRIETÀ MECCANICHE:
| PROPRIETÀ | RESISTENZA DI SNERVAMENTO (MPa) | FORZA DI ESTENSIONE (MPa) | VALORE IMAPACT J/℃ | ALLUNGAMENTO(%) | ||||
| REGOLE GB/T | - | 520 | - | 25 | ||||
| REGOLE DELL'AWS | - | 520 | - | 30 | ||||
| VALORE DI ESEMPIO | - | 645 | - | 34 | ||||
PARAMETRI DI SALDATURA CONSIGLIATI:
| SPECIFICHE DIAMETRI(mm) | 2,0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5,0*350 | |||||
| ELETTRICITÀ (Amp) | H/L | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| O/W | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||
Elettrodo manuale in acciaio inossidabile al titanio e calcio, la composizione principale è 18%Cr-9%Ni-Nb; L'aggiunta di Nb sulla base di 308 può migliorare efficacemente la resistenza alla corrosione, in particolare le prestazioni di corrosione intergranulare;


Arco stabile, bella formatura, ondulazione delicata, pochi spruzzi, facile rimozione delle scorie, buona resistenza al fuoco, buona resistenza alla porosità.



Ningbo Honest Metal Materials Co, Ltd. è un'azienda internazionale di saldatura professionale che si occupa di ricerca e sviluppo, produzione, vendita e gestione indipendenti. È stata fondata nel 2020.






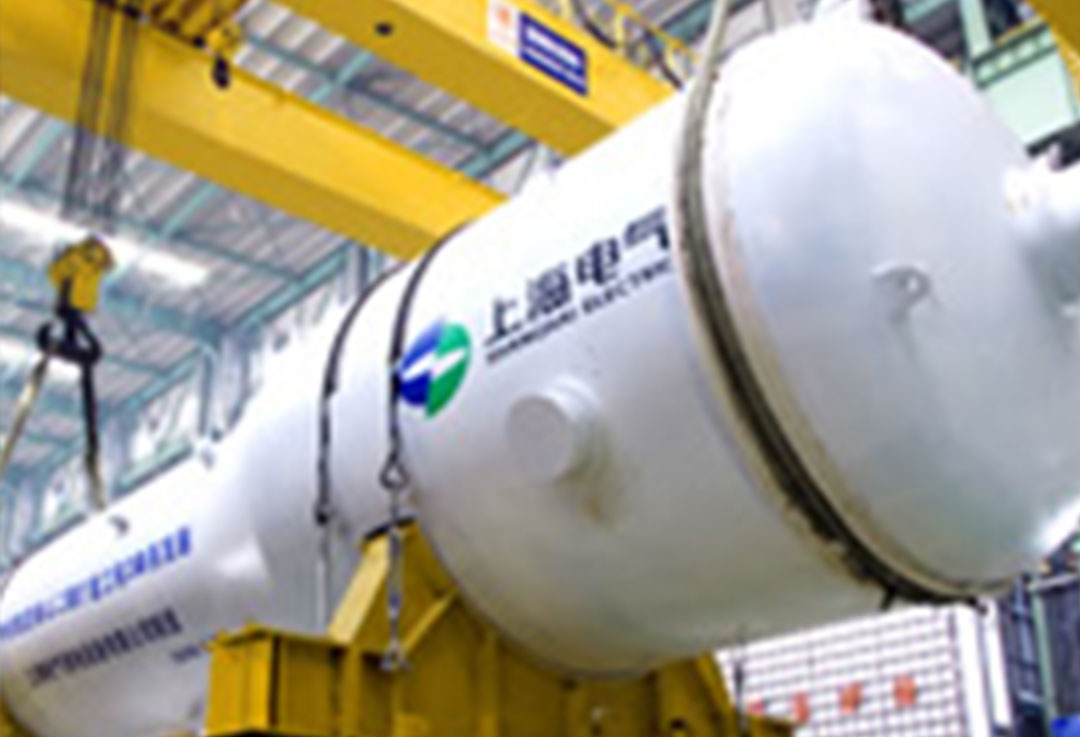
Nave portarinfuse da 300.000 tonnellate
La porta tre 2# non è attiva
Supercore SG

COMPONENTE CHIMICO:
| LEGA(peso%) | C | Mn | Si | Cr | Ni | Mo | P | S | altro | |
| REGOLE GB/T | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-11.0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb:8C-1,00 | |
| REGOLE DELL'AWS | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-11.0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb:8C-1,00 | |
| VALORE DI ESEMPIO | 0,041 | 1,55 | 0,7 | 19.7 | 9.4 | 0,2 | 0,028 | 0,003 | Cu0,13/Nb0,50 | |
PROPRIETÀ MECCANICHE:
| PROPRIETÀ | RESISTENZA DI SNERVAMENTO (MPa) | FORZA DI ESTENSIONE (MPa) | VALORE IMAPACT J/℃ | ALLUNGAMENTO(%) | ||||
| REGOLE GB/T | - | 520 | - | 25 | ||||
| REGOLE DELL'AWS | - | 520 | - | 30 | ||||
| VALORE DI ESEMPIO | - | 645 | - | 34 | ||||
PARAMETRI DI SALDATURA CONSIGLIATI:
| SPECIFICHE DIAMETRI(mm) | 2,0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5,0*350 | |||||
| ELETTRICITÀ (Amp) | H/L | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| O/W | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||
-
Filo per saldatura MIG per acciaio inossidabile ER2594 minerale...
-

Filo per saldatura TIG per acciaio inossidabile ER308L jac...
-

Filo animato in acciaio inossidabile E308HT1-1 Sensore...
-

Filo per saldatura SAW in acciaio inossidabile ER309LMo e ...
-

Filo per saldatura SAW in acciaio inossidabile ER309L e...
-

Filo per saldatura TIG per acciaio inossidabile ER430...





