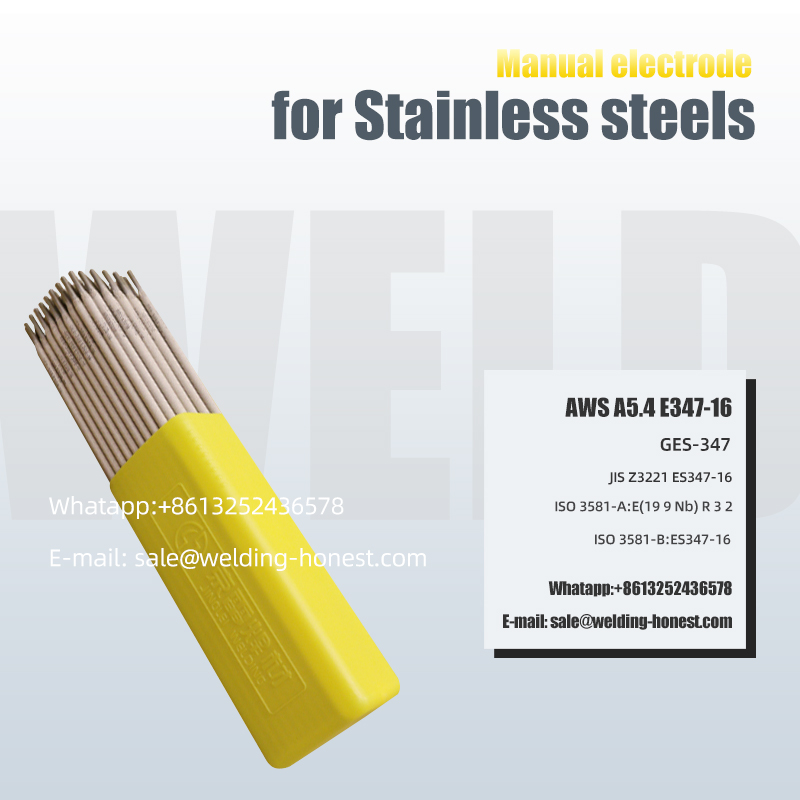
Elettrodo manuale in acciaio inossidabile Elettrodo per gas naturale liquefatto E347-16




TECNOLOGIA DI SALDATURA
Non lasciare che le domande
Continua a perseguitarti

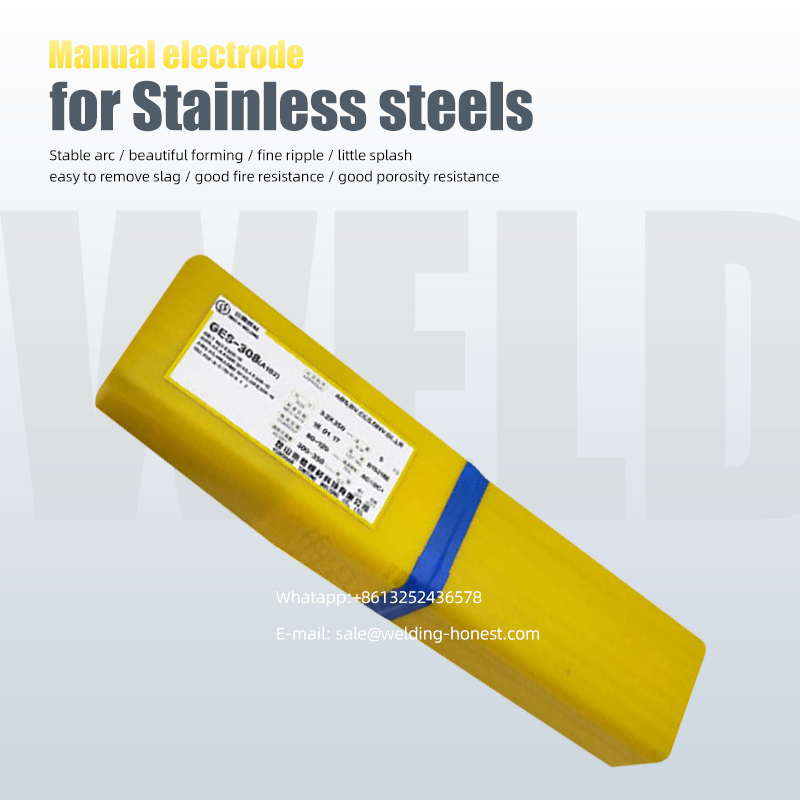
Instabilità dell'arco

Stampaggio antiestetico

Spruzzi eccessivi
Tipo calcio titanio
elettrodo manuale in acciaio inossidabile
Il componente principale è 18%Cr- 9%Ni-Nb
Ondulazione bene
Tipo calcio titanio
elettrodo manuale in acciaio inossidabile
Elevata resistenza alla corrosione

Scorificazione facile
Parametro del prodotto
COMPONENTE CHIMICO:
| LEGA(peso%) | C | Mn | Si | Cr | Ni | Mo | P | S | altro | |
| REGOLE GB/T | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-11.0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb:8C-1,00 | |
| REGOLE DELL'AWS | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-11.0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb:8C-1,00 | |
| VALORE DI ESEMPIO | 0,041 | 1,55 | 0,7 | 19.7 | 9.4 | 0,2 | 0,028 | 0,003 | Cu0,13/Nb0,50 | |
PROPRIETÀ MECCANICHE:
| PROPRIETÀ | RESISTENZA DI SNERVAMENTO (MPa) | FORZA DI ESTENSIONE (MPa) | VALORE IMAPACT J/℃ | ALLUNGAMENTO(%) | ||||
| REGOLE GB/T | - | 520 | - | 25 | ||||
| REGOLE DELL'AWS | - | 520 | - | 30 | ||||
| VALORE DI ESEMPIO | - | 645 | - | 34 | ||||
PARAMETRI DI SALDATURA CONSIGLIATI:
| SPECIFICHE DIAMETRI(mm) | 2,0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5,0*350 | |||||
| ELETTRICITÀ (Amp) | H/L | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| O/W | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||
Supporto di fabbrica




Il prodotto è adatto per a
vasta gamma di applicazioni
TECNOLOGIA DI SALDATURA

Torre di recupero del fenolo di Hainan Huasheng

Sito di superficie del tubo GDS-2209/GXS-E330

2,3 milioni di barili di SBM Fast4ward FPSO
COMPONENTE CHIMICO:
| LEGA(peso%) | C | Mn | Si | Cr | Ni | Mo | P | S | altro | |
| REGOLE GB/T | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-11.0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb:8C-1,00 | |
| REGOLE DELL'AWS | 0,08 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-11.0 | 0,75 | 0,04 | 0,03 | Cu0,75/Nb:8C-1,00 | |
| VALORE DI ESEMPIO | 0,041 | 1,55 | 0,7 | 19.7 | 9.4 | 0,2 | 0,028 | 0,003 | Cu0,13/Nb0,50 | |
PROPRIETÀ MECCANICHE:
| PROPRIETÀ | RESISTENZA DI SNERVAMENTO (MPa) | FORZA DI ESTENSIONE (MPa) | VALORE IMAPACT J/℃ | ALLUNGAMENTO(%) | ||||
| REGOLE GB/T | - | 520 | - | 25 | ||||
| REGOLE DELL'AWS | - | 520 | - | 30 | ||||
| VALORE DI ESEMPIO | - | 645 | - | 34 | ||||
PARAMETRI DI SALDATURA CONSIGLIATI:
| SPECIFICHE DIAMETRI(mm) | 2,0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5,0*350 | |||||
| ELETTRICITÀ (Amp) | H/L | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| O/W | 20-50 | 45-80 | 70-110 | 90-135 | - | |||||
-
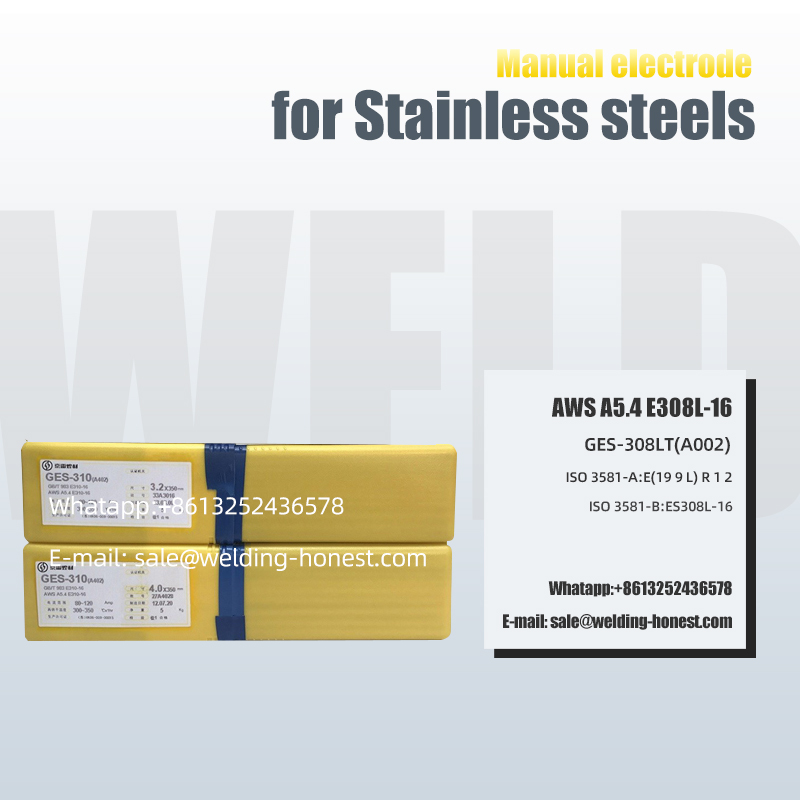
Elettrodo manuale in acciaio inossidabile E308L-16 meta...
-

Elettrodo manuale per saldatura acciai inossidabili E318-16 ...
-

Filo per saldatura TIG per acciaio inossidabile ER316L pro...
-

Filo animato in acciaio inossidabile E316LT1-4 Safe...
-

Elettrodo manuale in acciaio inossidabile E2553-16 Venduto...
-
Filo animato per saldatura in acciaio inossidabile E2594T1-1...






Scrivi qui il tuo messaggio e inviacelo