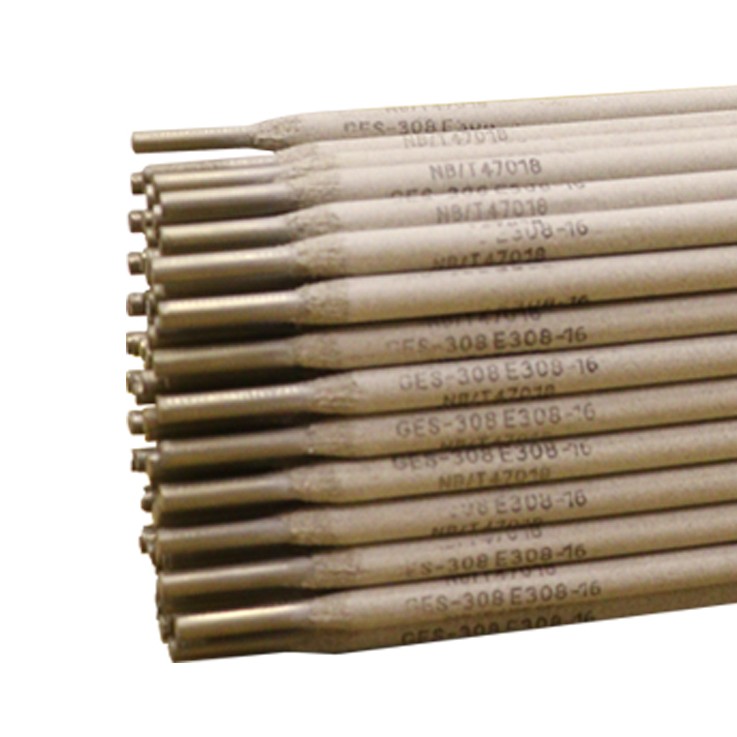
Acciai inossidabili Elettrodo manuale E308L-16 metallo Connessione di giunzione






TECNOLOGIA DI SALDATURA
Non lasciare che le domande
Continua a perseguitarti

Instabilità dell'arco

Stampaggio sgradevole

Spruzzi eccessivi
Tipo titanio calcio
elettrodo manuale in acciaio inossidabile
Il componente principale è 18%Cr- 9%Ni
Ondulazione bene
Proprietà meccaniche stabili
Il tasso di passaggio dei raggi X è alto
Ampia gamma di scenari applicativi

Scioglimento facile
Parametro del prodotto
COMPONENTE CHIMICO:
| LEGA (% in peso) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu |
| REGOLE GB/T | 0.04 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-12.0 | 0,75 | 0.04 | 0.03 | 0,75 |
| REGOLE DELL'AWS | 0.04 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-12.0 | 0,75 | 0.04 | 0.03 | 0,75 |
| ESEMPIO DI VALORE | 0,029 | 0,89 | 0,75 | 19.7 | 9.5 | 0.01 | 0,024 | 0,004 | 0.10 |
PROPRIETÀ MECCANICA:
| PROPRIETÀ | RESISTENZA AL RENDIMENTO (MPa) | FORZA DI ESTENSIONE (MPa) | RISCALDAMENTO℃xh | VALORE IMAPATTO J/℃ | ALLUNGAMENTO(%) | |||||
| REGOLE GB/T | - | 510 | - | - | 30 | |||||
| REGOLE DELL'AWS | - | 520 | - | - | 30 | |||||
| ESEMPIO DI VALORE | - | 595 | - | - | 42 | |||||
PARAMETRI DI SALDATURA CONSIGLIATI:
| SPECIFICHE DIAMETRI(mm) | 2,0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5,0*350 | |||||
| ELETTRICITÀ (Amplificatore) | H/L | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| O/W | 20-50 | 45-80 | 70-110 | 90-135 | ||||||
Supporto di fabbrica




Il prodotto è adatto per a
vasta gamma di applicazioni
TECNOLOGIA DI SALDATURA

Autocisterna di stoccaggio di produzione galleggiante da 300.000 tonnellate (FPSO)

Mei Jin Hua Sheng torre sintetica glicole

Jiangsu Donghua Energy Serbatoio di accumulo di propano da 80.000 m3
COMPONENTE CHIMICO:
| LEGA (% in peso) | C | Mn | Si | Cr | Ni | Mo | P | S | Cu |
| REGOLE GB/T | 0.04 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-12.0 | 0,75 | 0.04 | 0.03 | 0,75 |
| REGOLE DELL'AWS | 0.04 | 0,5-2,5 | 1.00 | 18.0-21.0 | 9.0-12.0 | 0,75 | 0.04 | 0.03 | 0,75 |
| ESEMPIO DI VALORE | 0,029 | 0,89 | 0,75 | 19.7 | 9.5 | 0.01 | 0,024 | 0,004 | 0.10 |
PROPRIETÀ MECCANICA:
| PROPRIETÀ | RESISTENZA AL RENDIMENTO (MPa) | FORZA DI ESTENSIONE (MPa) | RISCALDAMENTO℃xh | VALORE IMAPATTO J/℃ | ALLUNGAMENTO(%) | |||||
| REGOLE GB/T | - | 510 | - | - | 30 | |||||
| REGOLE DELL'AWS | - | 520 | - | - | 30 | |||||
| ESEMPIO DI VALORE | - | 595 | - | - | 42 | |||||
PARAMETRI DI SALDATURA CONSIGLIATI:
| SPECIFICHE DIAMETRI(mm) | 2,0*250 | 2,6*300 | 3,2*350 | 4,0*350 | 5,0*350 | |||||
| ELETTRICITÀ (Amplificatore) | H/L | 50-75 | 70-95 | 80-120 | 110-160 | 160-190 | ||||
| O/W | 20-50 | 45-80 | 70-110 | 90-135 | ||||||
-
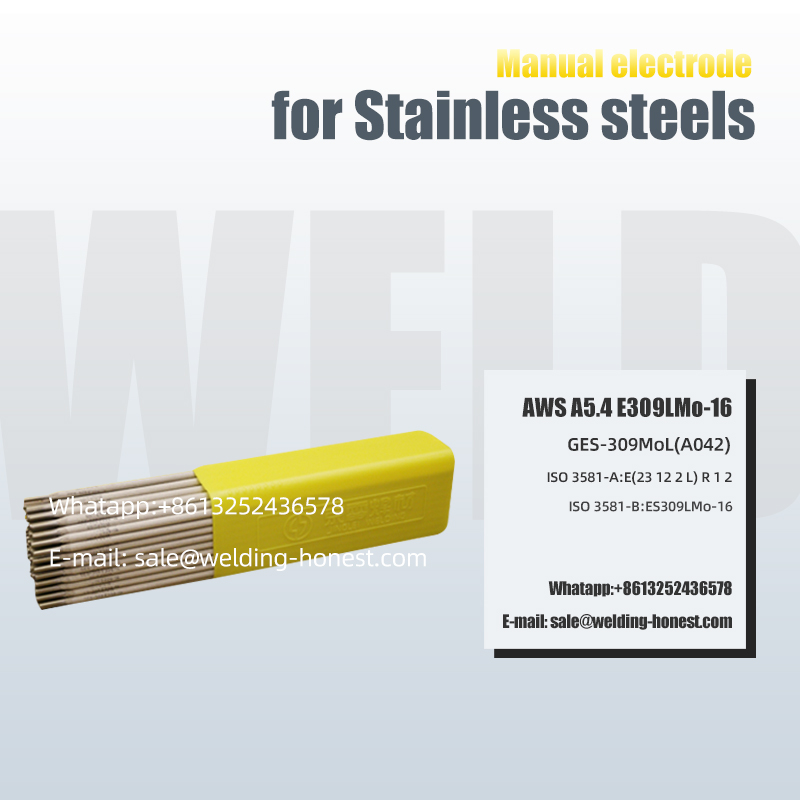
Acciai inossidabili Elettrodo manuale E309LMo-16 Se...
-

Elettrodo manuale per acciai inossidabili E2594-16 HEC ...
-

Acciai inossidabili Filo animato E308T1-1 Weldi...
-
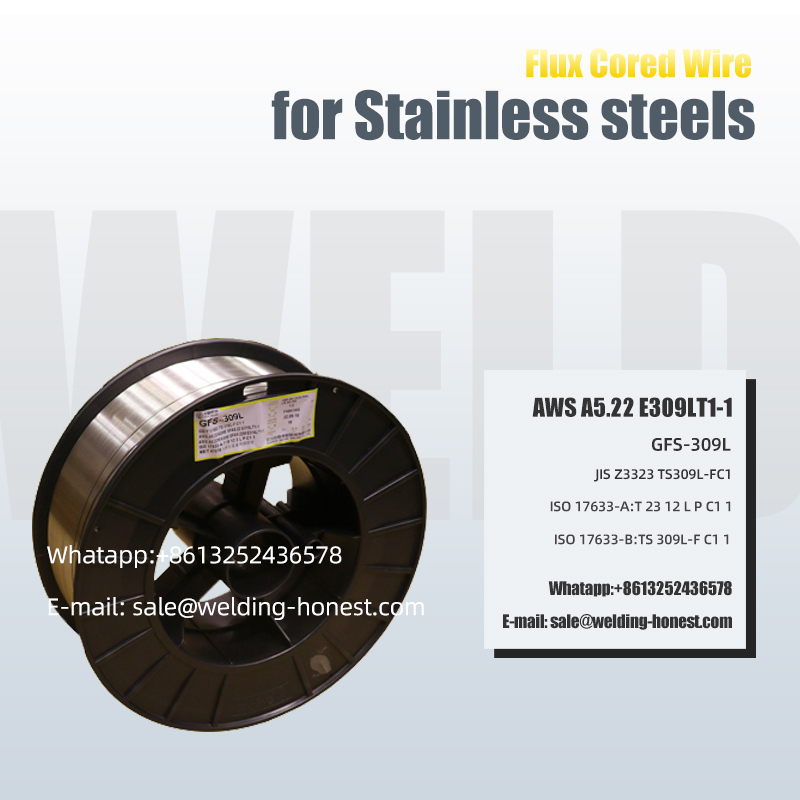
Acciai inossidabili Filo animato E309LT1-1 Guarnizione...
-

Acciai inossidabili Filo animato E307T1-4 metallo...
-

Acciai inossidabili Elettrodo manuale E310-16 saldatura ...






Scrivi qui il tuo messaggio e inviacelo